Two-component spray foam systems, for sprayed-in-place or spray-on polyurethane foam insulation blends, are primarily packaged in steel 55 gallon barrels and distributed by their weight in volume as a paired set.
A paired set is two barrels consisting of one “A” side (Activator/Isocyanate) and one “R” side (Resin/Polyol) ranging in a combined liquid weight from 970 lb to 1050 lb. It should be noted that in many instances the components are referred to as “A” and “B,” respectively.
How Are the Spray Foam Systems Produced?
In general, the spray foam systems are produced having at minimum six months shelf-life within the original unopened barrel. Stored between 60° and 75° F (15° – 24° C check manufacturer SDS for temperatures), they do not require additives, but “B” sides may require mixing and/or continual agitation.
The barrel colors vary between blenders. As a result of the highly reactive nature of the two components, cross contamination of the barrels must be avoided. A standard procedure in spray foam rigs to identify each side component by color is often used where red identifies the “A” side and blue identifies the “B” side.

Key Things to Know About Handling Spray Foam Insulation Barrel Sets
An emphasis must be placed on keeping the two components free of moisture contamination. Unfortunately, exposure to the smallest amounts of moisture (even the moisture from the air) causes a reactionary affect hindering the ability of the spray foam equipment to function properly and/or achieve the desired density and related physical properties of a quality insulating product.
Isocyanates are notoriously known for their ability to absorb moisture. When isocyanates are exposed to moisture, solids will develop either as small hard crystals or as a hard skin over the surface of the liquid (like paint in an open bucket). Once these solids form, reversal to liquid becomes cost prohibitive and remaining liquids are likely to require extensive filtering prior to use. Resin sides are affected by exposure to small amounts of moisture absorption as well. Additional moisture in resins alter the chemical reaction and physical properties of the insulation.
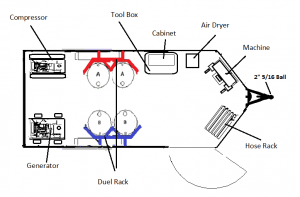
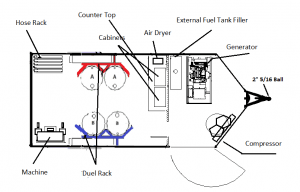
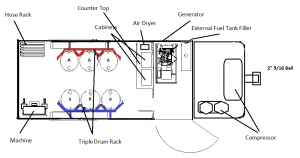
Once the barrels are in your possession, prevention of moisture contamination and other conditions which render the products unusable becomes the SOLE responsibility of the handler. Processing equipment and barrels are generally kept in designated rigs such as enclosed trailers, box trucks or even set up in a factory environment.
Often referred to as the “spray rig” or “foam rig,” the enclosed features of the rig provide an initial degree of protection from environmental conditions. Excess material storage on construction sites often involves the utilization of storage containers or can be as minimal as an outdoor staging area where the drums are left exposed to the elements.
Another important thing to know about the barrels is that significant precautions must be taken if you are considering reusing them for other purposes. The chemicals used in the barrels are extremely harmful and they must be disposed of in the proper way, but chemicals can also linger.
Neither barrel should be utilized for storing water, food, pet food, or anything else that could come into close contact with humans or animals at a future date. This is because any remaining chemicals found in the barrels could be extremely hazardous.
How to Avoid Contamination of Barrel Sets
Contamination from moisture and particulates is minimized or prevented in the following ways:
- Don’t allow for the storage of open barrels in the presence of water or conditions that may result in contaminants entering the barrel. Utilize tarps and barrel covers designated to protect the materials from inclement conditions.
- Don’t leave barrel lids and caps open for an extended period of time without the use of a dry-nitrogen shield or one-way descant air dryers.
- Learn ways of handling residual materials for reuse and manage inventory flows effectively.
What to Know About Barrel Temperature
Another critical factor relating to barrel storage is temperature. The “A” and “B” side components become increasingly viscous (i.e., thickness or resistance to flow increases) as temperatures decrease.
As a result, if the barrel temperatures are not intentionally controlled, the liquids inside will become too thick to flow easily enough to be transferred from the barrel to the main spray foam machine (also referred to as a proportioner), even when positive pressure is achieved. The lack of flow to the proportioner pump would result in an off-ratio mix.
Two major factors are in play once cold liquids reach the proportioner.
- What is the maximum centipoise (measurement used in determining viscosity, with water being 1 centipoise) the equipment can process?
- What is the delta T (max heating capacity) of the heating system?
Request the material temperature curve for each of the component blends from your material supplier. You will also want to know the maximum centipoise the spray foam equipment can process which can be obtained from the foam machine manufacturer. These bits of information will allow you to process spray foam insulations to achieve their maximum yield and efficiency.
However, it doesn’t stop there with cold temperatures. The majority of liquids freeze around 32° F, however many isocyanate blends will freeze once the temperature drops below 40° F (4° C).
Frozen isocyanate looks much like water contamination in which it forms tiny crystals. To determine if the “A” side has been frozen, simply rub the crystals between your fingers. If the crystals dissolve the product has been frozen. Reverting the crystals as a result of freezing temperatures to their previous liquid state will involve reheating the materials to temperatures in excess of 90° F. Consult with the material compounder to determine best practices.
Closed-cell resin blends with their extremely reactive blowing agents will expand when the temperatures are above the boiling point (as low as 90° F). Open resin barrels under elevated temperatures are the number one promoter of loss of blowing agent. Loss of blowing agents creates increased insulation density and poor yield results.
How to Protect Against Excessive Temperatures
Protections from excessive environmental temperatures are achieved through the following means:
- Mechanical measures to condition the air temperature during storage and use.
- Barrel heating devices are proven to be the most effective way to control barrel temperatures.
- Keeping drums out of direct sunlight when conditions are too hot.
With dedicated effort, you can develop controls and handling procedures to carry out in a manner in which the contamination or exposure doesn’t result in inferior product or render the equipment unable to perform satisfactory. Prevention is carried out by protecting the liquids in the barrels from excessive environmental conditions that promote contamination and waste of otherwise good product.
Contact SprayWorks Equipment Today About Handling Barrel Sets
If you have any questions on how to handle spray foam barrel sets, please be sure to reach out to our team at SprayWorks Equipment. Our experts are happy to help you with anything you need.




These posts were from three years ago…
So what can these barrels be used for?
What can be used to clean the barrels?
I need some water barrels to catch rain water and use it for watering?
The chemicals used in these barrels are unsafe and the barrels should be disposed of at an appropriate location in your area.
I have a B barrel. Can it be washed out and used as a compost bin? If so, what would I use to wash it out with?
No, the chemicals used in these drums are unsafe and should be disposed of at an appropriate location in your area.
Can these barrels be clean out enough to use for BBQ grills
No, the chemicals used in these drums are unsafe to be exposed to food consumption.
I have an A barrel and a B barrel…can these be washed and if so with what?
Can these be used to store gasoline? Or to burn trash?
Hi Tammy,
B side can be washed with soap and water and can be used to burn. Gasoline has to be put in an OSHA approved container. Make sure you check with your local state or city ordinance about burning trash, as every location has their own laws. Hope this helps.
Dave
Can an empty A barrel that has dried and hardened be used for gasoline
Hi Johnnie,
Gasoline has to be put in an OSHA approved container. Hope this helps.
https://www.osha.gov/laws-regs/regulations/standardnumber/1926/1926.152
Dave
Like!! I blog frequently and I really thank you for your content. The article has truly peaked my interest.
I have a “B” barrel. Can I wash it out and use it to store dry dog food safely
I wouldn’t recommend it. If there is any remaining chemical, it could make your dog very sick or worse.