At SprayWorks Equipment, we have a variety of turnkey spray foam rigs, all ready to meet your application needs. Custom rigs we supply can also be turnkey, but configuration will ultimately depend on how the customer decides to build the unit out. Continue reading
Author Archive: Dave Penta
Need Spray Foam for Wall Insulation? SprayWorks Equipment Has You Covered
At SprayWorks Equipment, we offer spray foam for walls that meets the needs and applications for any project. With over 100 years of combined industry experience, we are the leading full-service manufacturer and supplier of cost-effective polyurethane products and spray foam insulation across the United States.
Continue readingGraco Spray Foam Machines from SprayWorks for Residential and Industrial Applications
Regardless of the product or project, the expectation is always seamless performance. In order to promote this, proper maintenance is essential, and this could mean replacement, remodeling, or repairs.
Continue readingThe Best Kept Secrets When Choosing a Spray Foam Trailer
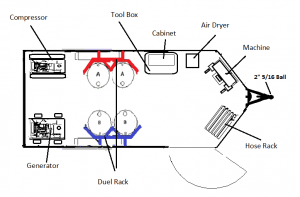
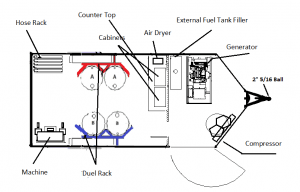
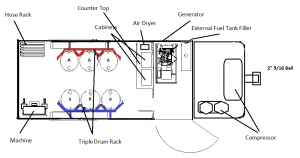
If you operate a business that utilizes spray foam, or you are adding this service to your company’s services, you have likely considered adding a foam rig. A spray foam rig will be your one central location for storing all of your spray foam needs including but not limited to; a reactor, generator, transfer pumps, hoses, material, and air compressor.
Continue readingGuide for Selecting Roof Coating Spray Equipment
With roofing in high demand, it is essential to address any particular roofing issues to provide customers with the long-lasting protection they require for their substantial investment. A common question asked in the commercial roofing realm is, “What is the best type of roof coating to use?” The answer varies based on the factors being considered.
Don’t run out of material in your transfer pump
 When using your transfer pump a variety of issues can occur, the most common being running out of material. As soon as the pump runs out of material, it will cavitate from loss of fluid trying to pump air and most often run wild until the operator shuts it down. Having the pump run out of material can cause damage resulting in shut down repair time or even permanent damage to the pump, costing time and money to replace.
When using your transfer pump a variety of issues can occur, the most common being running out of material. As soon as the pump runs out of material, it will cavitate from loss of fluid trying to pump air and most often run wild until the operator shuts it down. Having the pump run out of material can cause damage resulting in shut down repair time or even permanent damage to the pump, costing time and money to replace.
Daily Hose Maintenance
Daily hose maintenance is important to prevent your hoses form getting unnecessary damage and ensuring your hose and equipment last longer.
Continue readingChanging Over Material
 Changing material from Open Cell to Closed Cell or vice versa can result in many issues with product loss, cross contamination or time loss. By using the Logan Manifold you are able to quickly and efficiently change from one material type to the next without wasting extra time or material.
Changing material from Open Cell to Closed Cell or vice versa can result in many issues with product loss, cross contamination or time loss. By using the Logan Manifold you are able to quickly and efficiently change from one material type to the next without wasting extra time or material.
How to test an FTS Wire
Perform Equipment Shutdown Procedures.
- Disconnect FTS cable at proportioner.
- Test with ohmmeter between pins of cable connector.
- If cable fails test, Repair Fluid Temperature Sensor (FTS)
- Disconnect FTS Cable
Changing Hydraulic Oil in your Spray Foam Machine
What you need to know before changing hydraulic oil is when operating in ambient temperature recommendations of 0 to 90°F (-17 to 32°C) frequency is about 1000 hours or 12 months, whichever comes first and/or in 90°F and above (32°C and above) 500 hours or 6 months, whichever comes first.
Recommended Oils:
Citgo A/W ISO Grade 46 Amsoil AWI ISO Grade 46 (synthetic*) BP Oil International Energol® HLP-HM, ISO Grade 46 Carl Bechem GmbH Staroil HVI 46 Castrol Hyspin AWS 46 Chevron Rykon® AW, ISO 46 Exxon Humble Hydraulic H, ISO Grade 46 Mobil Mobil DTE 25, ISO Grade 46 Shell Shell Tellus, ISO Grade 46 Texaco Texaco AW Hydraulic, ISO Grade 46 *
NOTE: After changing hydraulic oil and upon starting motor, hydraulic pumps may make a screeching noise until primed. If this noise continues for more than 30 seconds, switch off motor control and contact your machine manufacturer.